





 The problem was solved by attaching the part to the vibratory tub in a fixed position so that it would move along with the tub, but still be able to rotate on its axis. By clamping the part down and forcing it to vibrate with the tub, the amount of energy transmitted to the part was greatly increased.
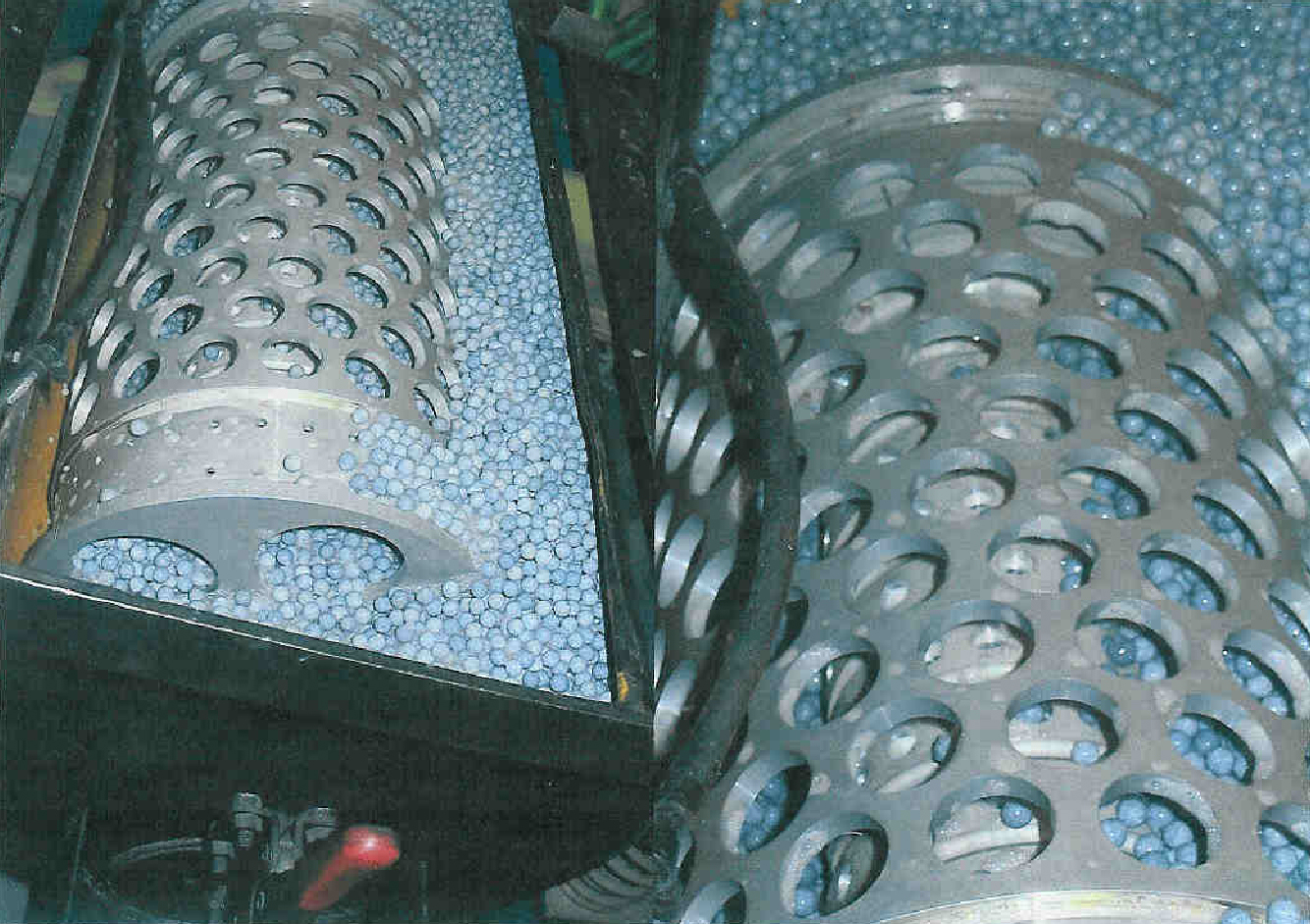
The problem was solved by attaching the part to the vibratory tub in a fixed position so that it would move along with the tub, but still be able to rotate on its axis. By clamping the part down and forcing it to vibrate with the tub, the amount of energy transmitted to the part was greatly increased.A deburring, ball-shaped Precision Ceramic Media was used to minimize the chance of having media get stuck inside the part. The tub was slightly under-loaded with media to increase the flow rate through the holes and to aid in rotating the part. The compound flow rate was kept at eight gallons per hour. A mild acid cleaning compound (Kramco 1030) was used to speed up the cutting rate and maintain good color on the aluminum.
Due to the elevated cutting energy, the part was completely deburred with a 0.005 edge break in a cycle time of ten to fifteen minutes in a tub-type three cubic foot capacity vibratory machine. The inner tube was deburred thoroughly, exhibiting a 0.003 edge break. The parts were originally being deburred by hand, which took over three hours per part. The vibratory finishing system developed not only dramatically reduced the cost of finishing the parts, but also produced a more consistent part than when finished by hand.

























0 comments:
Post a Comment